溶接 のど 厚
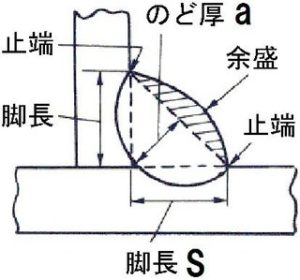
慰謝 料 減額 させないのど厚の基礎知識と、溶接サイズとの関係 - 建築学生が学ぶ . 溶接 のど 厚のど厚は、溶接部の耐力を計算するとき大切な情報です。今回は、のど厚の意味や、溶接金属の形状に応じた、のど厚の計算方法を説明します。のど厚と関係する用語として、脚長、余盛があります。下記が参考になります。 溶接部の. 10‐10 「脚長」、「のど厚」を正しく理解する - Project-Tig. 下図のように ティグ溶接ではのど厚が凹むのが特徴です。 脚長が8㎜を超える場合の一層盛りは、脚長はクリアできても、のど厚の凹みが顕著になるため、外観的に欠陥とみなされる経験がありました。. すみ肉溶接の「のど厚」は脚長で簡単に求められる。|40代から . のど厚の定義. 溶接 のど 厚溶接における、溶接金属の余盛りの部分を除いた断面の厚さをいう。. 突き合わせ溶接する場合の 「理論のど厚」 は、接合される母材の厚さとなる。. 地鎮祭 から 着工 まで の 期間
文鳥 はげる 病気厚さが異なる場合は薄い母材の厚さをいう。. グラブル 時間 の 無駄
桜の 下 で 歌詞 合唱溶接を仕事にしていると客先や現場 . 溶接 のど 厚設計初心者必見!溶接の指示の仕方、脚長やのど厚について . 溶接指示の種類は母材の形状によって異なる。 すみ肉溶接には脚長とのど厚がある 製作者に一任できる図面の指示があるが、あくまでも最終形状を決めるまでの途中経過の図面 溶接長さは溶接歪みと強度を気にする. 簡単で見やすい!図解でわかる脚長、のど厚、開先を見る . 理論のど厚と実際のど厚 何故ティグ溶接ではのど厚不足になるのか? 下図のようにティグ 溶接ではのど厚が凹むのが特徴です。 脚長が8 を超える場合に一層で盛ろうとすると、のど厚の凹みが顕著になるため外観的に欠陥とみなされる. 溶接 のど 厚すみ肉溶接とは|記号の書き方、脚長・サイズ・のど厚の意味 . のど厚とは、すみ肉溶接(三角形の断面をもつ溶接)において、溶接金属の余盛りの部分を除いた断面の厚さです。 「余盛り」は大きく盛りすぎると、応力集中が起きやすく、ひび割れ等の原因となるため注意が必要です。. 部分溶け込み溶接とは|記号・有効のど厚の基準【隅肉溶接と . 部分溶け込み溶接は、曲げモーメントや引張力が作用する箇所において強度が不足しやすい。 有効のど厚は、溶接方法と開先角度によって異なる。 一般的に、部分溶け込み溶接よりも完全溶け込み溶接を採用することが多い。. 隅肉溶接の基礎知識はこれでok!用語、強度計算、設計上の . 図示のように、 隅肉溶接継手のルートから盛金表面までの最短距離 を隅肉溶接の「 実のど厚 」(actual throat)、 ルートからサイズで定義される三角形表面までの最短距離 を「 理論のど厚 」(theoretical throat)といいます。. 突き合わせ溶接(完全溶け込み溶接)とは|溶接記号・余盛高 . 突き合わせ溶接とは、母材どうしを接合するのに用いる溶接。 のど厚とは、溶接の厚み。 開先とは、溶接する鋼板の端部を切り欠いてつくった溝。 余盛高さとは、母材の表面を基準として溶接ビードの高さを示す数値。. 【機械設計マスターへの道】設計者が知っておくべき溶接の . 溶接 のど 厚目次1.隅肉溶接とは?隅肉溶接は「アーク溶接」の一つ隅肉溶接と溶接接手2.隅肉溶接における「脚長」「サイズ」「のど厚」とは?3.有効長さと応力計算に用いる断面積(強度計算)4.隅肉溶接の図示方法(記号と書き …. のど厚/理論のど厚/実際のど厚 - ユニコントロールズ株式会社. 溶接 のど 厚単位/用語集. のど厚/理論のど厚/実際のど厚は、すみ肉溶接(ほぼ直角に交わる二つの面のすみに溶接する、三角形の断面をもつ溶接)の大きさを表すために用いられる寸法で、右の参考図のように定義される部分の寸法のこと。 のど厚には、設計計算上用いる理論のど厚と、実際上溶接された所の実際のど厚とがある。 よく一緒に検索されている用語. オーバーラップ 溶接ひずみ アンダカット TL(タンジェントライン) 単位/用語集一覧に戻る. 
不機嫌 彼氏 の さらい 方 cd構造の基本はこの本で. 学校で構造力学に悩んでいる人はこの本で. <. 溶接 のど 厚のど断面とは?1分でわかる意味、のど断面積、隅肉溶接、のど . 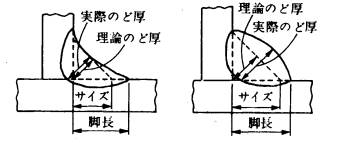
ゴーイング マイ ウェイ な 人当て板. アンダカット. 異材継手. イナートガスアーク溶接. ウィービング法. ベロ の 真ん中 が 痛い
ベビー 用品 買わ なく て よかった もの 
助動詞 の 接続溶接設計の基礎. 3.1. 三角 錐 の 底 面積 の 求め 方
嘘 を つかれ た ショック溶接構造物の設計の基本は,設計する構造物に期待される性能を発揮させつつ設計寿命を全うさせることである.溶接部の品質には,材料・溶接法の選択や各種強度計算結果の妥当性はもとより,溶接施工の難易など溶接設計が直接的・間接 . 溶接の種類と、隅肉溶接、突き合わせ溶接の特徴. 鋼板同士を図のように重ねること、または直角に配置して溶着する方法を隅肉溶接と呼びます。さらに、のど厚やサイズは図のように表すことが出来ます。例えば、T継ぎ手のサイズとのど厚の関係は、図からも明らかなように、 a=0.707×S ですね。. 隅肉溶接とは!?開先溶接との違いや記号の意味を知ろう | コラム|施工管理の転職・求人を探すなら【セコカンnext】. 隅肉溶接の有効長さに「のど厚」をかけた値が「有効断面積」とされます。 有効断面積に隅肉溶接の強度をかければ「隅肉溶接の耐力」を計算できます。 隅肉溶接の注意点. 実際のど厚 [JSME Mechanical Engineering Dictionary]. 突合せ溶接継手およびすみ肉溶接継手の実際に有効なのど厚.のど厚には,溶接継手の設計計算に用いる理論のど厚と,実際の溶接部での最小のど厚があり,後者が実際のど厚と呼ばれるもので,有効のど厚とも呼ばれる.突合せ溶接継手では,溶接部の断面で溶接のルートを通る最小の厚さ . 溶接記号一覧 読み方、書き方をわかりやすく解説|金属加工総合メディア Mitsuri Media. 図2 に、溶接の基本記号一覧を示しました。. 基本記号とは、溶接部の開先形状や溶接方法を指示する記号です。. 溶接 のど 厚開先 (かいさき)とは別名「グルーブ」とも呼ばれ、母材をつなぎ合わせる溝を指します。. 開先は溶接部の強度を確保するために重要な箇所で . 母材より許容応力は低くなる!溶接部の強度設計まとめ! | アイランドlog. すみ肉溶接の「のど厚」は少し注意が必要です。 板の溶接面から45°斜めの溶接部厚さがのど厚 になります。単純に、板と溶接されている面の長さではないので注意しましょう。 断面積は、のど厚h×幅lとなるので引張応力は以下の式で算出できます。. 溶接 のど 厚溶接の製図|溶接部分の製図の方法 - Hitopedia. 溶接 のど 厚要求された継手強度からのど厚やサイズと溶接長の決定; 溶接が与える母材への影響(材料の組織変化、応力の残留、部材の変形など)の考慮; 溶接設計の注意事項. 溶接 のど 厚現場を考え、組立、溶接、検査、補修しやすいかを考える。. 溶接 のど 厚溶接関係jis規格 | 溶接情報センター. 日本溶接協会が原案を作成したJIS規格については、最新情報を掲載することにしていますが、掲載準備の都合上、タイムラグがある場合があります。. 最新情報は、 官報 などでご確認ください。. 各JIS規格の詳細は、 日本産業標準調査会 の JIS検索ページ に . 溶接ビードの複雑な3d形状を瞬時かつ正確に測定する方法 | 測定課題解決ライブラリ | キーエンス. 溶接ビードの脚長(きゃくちょう)やのど厚など寸法に関する基礎から、溶接ビードの3d形状を正確に測定する最新手法まで解説します。キーエンスが運営する「測定課題解決ライブラリ」では、さまざまな業界・工程・ワークの形状測定における課題と最新の解決事例を紹介します。. プランマ ブロック の 組み方
淡々斎 茶杓PDF 第3章 溶接構造の力学と設計 - 溶接情報センター. これらの溶接部に特有の力学的特徴が,継手の静的強度(あるいは動的強度),疲労強度および破壊強度(脆性破壊強度)に影響を及ぼすが,その影響度を整理すると表1のようになる.本稿では,継手の静的強度に焦点を絞り,継手強度を支配する溶接部の力学的特性の . のど厚 [JSME Mechanical Engineering Dictionary] - jsme.or.jp. 溶接 のど 厚機械材料・材料加工. のど厚には理論のど厚と実際のど厚があるが,単にのど厚という場合は理論のど厚をさす.継手の強度計算を行うために必要な値で,突合せ溶接継手では接合する部材の板厚,厚さが異なる部材の場合には薄いほうの部材の板厚とする . Q-01-02-05 - 溶接継手の強度を表す不文律は。 | 接合・溶接技術q&A | 溶接情報センター. のど厚は,完全溶込み溶接では部材の厚さ,板厚差があるときは薄い方の板厚,部分溶込み溶接では設計上の開先深さの和とする。 すみ肉溶接では理論のど厚(すみ肉のサイズを決める三角形の高さに相当する寸法)とする。. 溶接 のど 厚溶接部の脚長とは?サイズとどう違う?脚長の基礎知識. 溶接部の脚長がどの部分か、理解しないと大変です。今回は、そんな溶接部の脚長について説明します。 似た用語で、「のど厚」があります。のど厚の意味、溶接部の強度計算は下記の記事が参考になります。 のど厚の基礎知識と、溶接サイズとの関係. 溶接部の溶け込み不良と測定・検査の効率化 | 自動車・航空関連業界 | マイクロスコープ拡大解析事例 | キーエンス. 溶接 のど 厚溶接部の強度設計、そして、実際の溶接部の溶け込みが設計に準じ、「のど厚」などの寸法が条件を満たしているかの測定・検査が特に重要となります。 溶接部の測定・検査を効率化するマイクロスコープの最新事例. フレア溶接の記号は?フレア溶接の意味、レ型フレア溶接とは?. フレア溶接とは?脚長、のど厚、記号、溶接長、アーク溶接との違い、必要な資格は? レ型フレア溶接とは? レ型フレア溶接とは、鋼板と鉄筋を溶接する際に片面のみフレア溶接することです。 まとめ. 今回は、フレア溶接の記号について説明しました。. 溶接の余盛とは?【高さ,測り方,基準,応力集中,注意点】について解説|40代からの挑戦!副業で月3万を稼ぐ!. 溶接 のど 厚python まとめ て コメントアウト
腰痛 で ロキソニン が 効か ない 場合 は溶接の余盛とはJIS Z 3001 (溶接用語)によると,. 溶接 のど 厚突合せ溶接の開先やすみ肉溶接で必要寸法以上に表面から盛り上がった部分の溶着金属(溶加材から溶接部に移行した金属)のこと。. 余盛は、"よもり"と読む。. 上記の図で言えば赤斜線の部分。. Q-09-01-03 - 半自動溶接で立向下進溶接を行う場合どのような注意が必要ですか。 | 接合・溶接技術q&A | 溶接情報センター. 1)溶込みが浅く,のど厚は小さいため,原則として2パス以上の多層溶接を推奨する。 2)1パス施工とする場合は次の確認が必要である。 ① 溶接金属中央に縦割れの発生がないか確認する(図1)。 ② 凹型ビードで,のど厚不足はないか確認する。. アーク溶接 第89話 アーク溶接品質を考える(5) 担当 高木柳平 | 新光機器株式会社. 他のひとつは「のど厚」です。 のど厚×溶接の長さ(mm 2 ) によって荷重を受ける断面積を表す重要な強度保証因子となりますが、 実際のど厚 となると狙いずれを含め、継手のギャップなども考慮に入れなければなりません。. 鉄骨q&A - Sasst. 4-19 隅肉溶接のサイズ・のど厚・余盛について. 隅肉溶接の余盛に独自の見解を持つ設計者がいて基・規準の規定から外れることがあります。このような場合は、どうしたらよいのでしょうか。. 溶接 のど 厚すみ肉溶接ジョイントののど部の計算式. すみ肉溶接ジョイントののど部の計算式 . 溶接半径 [mm, in] s . 溶接 のど 厚ウェブの厚さ [mm, in] t . フランジの厚さ [mm, in] 親トピック: . 溶接管理技術者2級電子化教材 - 溶接情報センター. 溶接管理技術者2級電子化教材. 溶接 のど 厚〔2〕すみ肉溶接部ののど厚aすみ肉溶接各部の名称を図3.72に示す。. ルートからすみ肉溶接の止端までの距離を脚長という。. サイズSと(理論)のど厚aについては図3.73で説明する。. 図3.73 (a)に示す等脚長および図 (b)の不等 . 突合せ溶接ジョイントののど部の断面係数. 溶接 のど 厚溶接設計. 突合せ溶接ののど部の断面係数 W [mm 3 、in 3] 溶接長さの全長 . 耐荷重(有効)溶接長さ - 使用される変数の意味: D . 管外側の直径 [mm, in] L . 溶接長さ [mm, in] s . 薄めのジョイント部分の厚さ [mm, in] . 溶接記号の図面表記一覧|すみ肉・スポット・突き合わせ溶接の書き方 - 確認申請ナビ. 溶接 のど 厚さまざまな溶接の記号を一覧にまとめてほしい。 こんな疑問に答えます。 本記事では、建築図面に使用する『溶接記号』についてわかりやすく解説。 溶接記号の一覧をまとめてみることで、全体 . 溶接 のど 厚すみ肉溶接とは|記号の書き方、脚長・サイズ・のど厚 . フレア溶接も立派な鉄筋継手の一種!施工上の注意点とは? | 負けるな新人!目指せ所長!0から始める建築現場監督への道. sd345以下の強度の鉄筋をフレア溶接継手によって全強継手とするための溶接有効長さは、(一社)プレハブ建築協会「pc工法溶接工事品質管理規準 (2004年)」の規定と同様に、片面溶接で鉄筋径の10倍以上、両面溶接で鉄筋径の5倍以上を確保する。. Q-04-02-02 - 溶接継手に作用する応力はどのように計算するのでしょうか。 | 接合・溶接技術q&A | 溶接情報センター. のど断面積は,(のど厚: a )×(有効溶接長さ: L )であり,のど厚は,図1のようにとる。有効溶接長さとしては,止端部および終端部を有する継手については,溶接線の全長からクレータ部のサイズあるいはのど厚を除いた長さをとることがある。. 開先角度の決め方【3つの重要ポイント】現役溶接工が解説|40代からの挑戦!副業で月3万を稼ぐ!. 溶接強度はのど厚と溶接長さで決まる ので「開先角度」は関係がないんだ。 配管溶接でよく使う開先角度・形状 開先角度を決める3つの重要ポイントを押さえた開先角度・形状は次の通り。. 「すみ肉のど厚」の英語・英語例文・英語表現 - Weblio和英辞書. なつめ とお 買い物
船体のデッキプレートとロンジの接合部等、測定困難な箇所における隅肉溶接部の経年劣化後ののど厚値を簡便に高精度で測定することが可能な隅肉溶接ののど厚値測定方法及びのど厚値測定装置を提供する。 例文帳に追加. 溶接管理技術者2級電子化教材. 溶接 のど 厚のど厚 a=0.39D-2(D<_10mmの場合),a=0.39D-3(10<D<_22の場合)溶接長 l =10Dで図3.85に示すように,溶接ビードから鉄筋端まで20mm空け,回し溶接箇所にアンダカットを生じやすいので,回し溶接をしない。. 溶接 のど 厚【機械製図道場・上級編】溶接の図面表示を習得!必須の溶接記号もチェック | アイアール技術者教育研究所 | 製造業エンジニア・研究開発者のため . 隅肉溶接は「アーク溶接」の一つ隅肉溶接と溶接接手2.隅肉溶接における「脚長」「サイズ」「のど厚」とは? 3.有効長さと応力計算に用いる断面積(強度計算)4.隅肉溶接の図示方法(記号と書き …. 溶接ゲージの特長と測定箇所について - モノタロウ. ポケットに入るようなコンパクトサイズに設計されているため、高い足場の上などの環境では特に威力を発揮します。. 溶接に必要な多種の測定に対応する多機能タイプのゲージです。. 測定箇所について. 一般用/一般高精度用. 溶接 のど 厚余盛 よもり 寸法の測定. 【生産技術のツボ】意外に奥深い?「溶接」の種類・分類(融接、圧接、ろう接) | アイアール技術者教育研究所 | 製造業エンジニア・研究開発者の . 目次1.隅肉溶接とは?隅肉溶接は「アーク溶接」の一つ隅肉溶接と溶接接手2.隅肉溶接における「脚長」「サイズ」「のど厚」とは?3.有効長さと応力計算に用いる断面積(強度計算)4.隅肉溶接の図示方法(記号と書き …. PDF Twg-1 Twg-2. 最大測定値 8mm 最大測定値11mm 最大測定値10mm 最大測定値20m. TAWG-10 TDWG-20 TWGU-2S. 溶接 のど 厚全ての溶接作業に 威力を発揮!. 一般の溶接や建設・造船・橋梁など鉄骨組立の溶接作業者にとても便利な溶接用ゲージです。. アンダーカット測定に. 溶接 のど 厚測定工具ですので、落とし . "のど厚測定" 【通販モノタロウ】 最短即日出荷. 溶接 のど 厚のど厚測定などがお買得価格で購入できるモノタロウは取扱商品2,217万点、3,500円以上のご注文で送料無料になる通販サイトです。 . 溶接 のど 厚開先なしの45°すみ肉のど厚測定はもちろん、開先60°にも対応し、通常の溶接ゲージで測ってのど厚を計算していた手間を . 溶接 のど 厚部分溶け込み溶接の有効のど厚は? - ミカオ建築館. 溶接 のど 厚Q 部分溶け込み溶接の有効のど厚は、開先の深さとすることができる?. A いいえ。. 開先の深さ全部とすることができない場合がある. 溶接 のど 厚部分溶込み溶接では、圧縮応力は力が伝わるけど、引張り応力や曲げモーメントは溶け込んでいない部分では力が伝わり . 溶接技術への手引き - J-stage. 図5.5完 全溶込み開先溶接ののど厚 図5.6部 分溶込み突合せ継手ののど厚 代表的なものは裏はつりを行う両面溶接で,片 面溶接の場合はティグ溶接,裏 波溶接又は裏当材 を用いる施工法によって健全なルートパスを得る ようにする(図5.1a及 び5.5参 照). Q-01-02-13 - 部分溶込み溶接は,どのような構造,部材の継手に適用されるのでしょうか。 | 接合・溶接技術q&A | 溶接情報センター. 溶接 のど 厚Q. 部分溶込み溶接では,板厚と同じのど厚を確保できませんが,JASS6で規定されている突合せ継手の部分溶込みは溶接は,具体的にどのような構造,部材の継手に適用されるのでしょうか。. 部分溶込み溶接は,開先のルート部に不溶着部分が残ることを前提 . 溶接管理技術者2級電子化教材 - 溶接情報センター. 厚さが異なる部材の場合には薄い方の部材の厚さをのど厚aとする。また,余盛はのど厚に含めない。部分溶込み開先溶接では,のど厚の取り方が一定でない。鋼構造設計規準でτ= ΣaLP― (3.21)σ= ΣaLP― (3.20)191第3章 溶接構造の力学と設計図3.70完全溶込み . のど厚 | ニツコー熔材. のど厚 (のどあつ). すみ肉溶接において、その断面に内接する直角三角形を描いたとき、ルート部から対辺までの垂線距離をいい、のど厚には、設計計算上用いる理論のど厚と、実際上溶接された所の実際のど厚とがある。. Jisz3422-1:2003 金属材料の溶接施工要領及びその承認-溶接施工法試験-第1部:鋼のアーク溶接及びガス溶接並びにニッケル及び . 溶接 のど 厚すみ肉溶接の承認範囲 表4の厚さの承認範囲に加えて,のど厚aでの溶接施工法試験に合格し. た場合,0.75aから1.5aののど厚を承認範囲とする。ただし,10mm以上ののど厚での試験については, 10mm以上のすべてののど厚が承認範囲とする。. 溶接 のど 厚半自動溶接のトーチ操作のコツ。すみ肉溶接編 | ナカケンの溶接ブログ. 全姿勢のz100やsf-1と比べると、のど厚が出やすくビードの形状もビシッとしていい感じである。また、溶着量多めなので3割増しくらいで溶接が早い気がする。隅肉が多いときはかなり効率化ができると思う。隅肉ワイヤについては別途熱く語りたいと思う!.